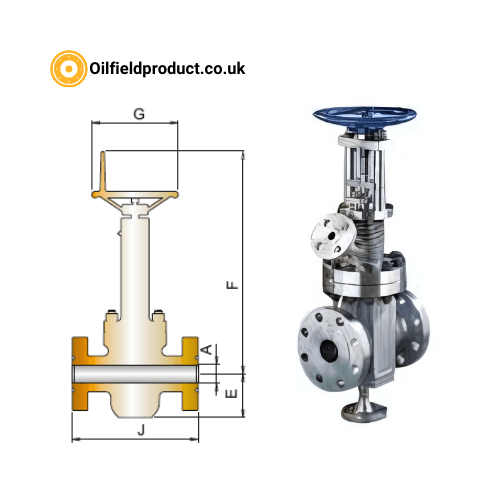
– Engineered for temperatures up to 650°F (343°C)- High-temperature alloys and seals- Stem packing designed for thermal expansion- API 6A and ISO 10423 compliance
– Steam injection wells- Thermal recovery operations- Refinery and petrochemical units- HPHT oilfield operations
At Kriloha Ltd., we supply High Temperature Service Gate Valves designed to withstand extreme heat while maintaining reliable sealing and operational performance. These valves are engineered from high-temperature alloy steels and nickel-based materials, enabling long-term operation at temperatures up to 650°F (343°C). Key features include specialized stem packing systems that compensate for thermal expansion, preventing leakage during temperature fluctuations. The seat and gate interfaces are designed with thermal stability in mind, ensuring that the valve continues to deliver a positive seal under HPHT service. Applications include steam injection wells, SAGD (Steam-Assisted Gravity Drainage) operations, thermal EOR (Enhanced Oil Recovery) projects, and refinery/petrochemical processes where elevated temperatures are standard. At Kriloha Ltd., every high-temperature gate valve undergoes thermal cycling tests, hydrostatic testing, and metallurgical verification to ensure long-term stability and compliance with API 6A and ISO 10423. As a trusted supplier and facilitator, Kriloha Ltd. ensures customers benefit from custom material selection, engineering consultation, and after-sales support, making our high-temperature service gate valves the reliable choice for harsh thermal environments.